MAGNABEND ຄູ່ມືການແກ້ໄຂບັນຫາ
ຄູ່ມືການຍິງບັນຫາ
ຕໍ່ໄປນີ້ແມ່ນໃຊ້ກັບເຄື່ອງຈັກ Magnabend ທີ່ຜະລິດໂດຍ Magnetic Engineering Pty Ltd ເຖິງປະມານປີ 2004.
ນັບຕັ້ງແຕ່ການຫມົດອາຍຸຂອງສິດທິບັດ (ເປັນເຈົ້າຂອງໂດຍວິສະວະກໍາແມ່ເຫຼັກ) ຜູ້ຜະລິດອື່ນໆກໍາລັງເຮັດເຄື່ອງຈັກ Magnabend ເຊິ່ງອາດຈະບໍ່ຄືກັນ.ດັ່ງນັ້ນຂໍ້ມູນຂ້າງລຸ່ມນີ້ອາດຈະບໍ່ນໍາໃຊ້ກັບເຄື່ອງຂອງທ່ານຫຼືມັນອາດຈະຕ້ອງໄດ້ຮັບການດັດແປງ.
ວິທີທີ່ງ່າຍທີ່ສຸດທີ່ຈະແກ້ໄຂບັນຫາໄຟຟ້າແມ່ນການສັ່ງໃຫ້ໂມດູນໄຟຟ້າທົດແທນຈາກຜູ້ຜະລິດ.ນີ້ແມ່ນສະຫນອງບົນພື້ນຖານການແລກປ່ຽນແລະດັ່ງນັ້ນຈຶ່ງແມ່ນຂ້ອນຂ້າງສົມເຫດສົມຜົນ.
ກ່ອນທີ່ຈະສົ່ງສໍາລັບໂມດູນແລກປ່ຽນທີ່ທ່ານອາດຈະຕ້ອງການກວດເບິ່ງດັ່ງຕໍ່ໄປນີ້:
ຖ້າເຄື່ອງບໍ່ເຮັດວຽກເລີຍ:
ກ) ກວດເບິ່ງວ່າມີໄຟຢູ່ໃນເຄື່ອງໂດຍການສັງເກດໄຟທົດລອງຢູ່ໃນປຸ່ມເປີດ/ປິດ.
b) ຖ້າມີໄຟຟ້າຢູ່ແຕ່ເຄື່ອງຍັງຕາຍແຕ່ຮູ້ສຶກວ່າຮ້ອນຫຼາຍ, ການຕັດອອກຄວາມຮ້ອນອາດຈະ tripped.ໃນກໍລະນີນີ້, ລໍຖ້າຈົນກ່ວາເຄື່ອງເຢັນລົງ (ປະມານ½ຊົ່ວໂມງ) ແລະຫຼັງຈາກນັ້ນລອງມັນອີກເທື່ອຫນຶ່ງ.
c) ສອງມືເລີ່ມຕົ້ນ interlock ຮຽກຮ້ອງໃຫ້ກົດປຸ່ມ START ກ່ອນທີ່ຈະດຶງມືຈັບ.ຖ້າມືຈັບຖືກດຶງກ່ອນ, ເຄື່ອງຈະບໍ່ເຮັດວຽກ.ນອກຈາກນີ້ມັນອາດຈະເກີດຂຶ້ນວ່າ beam ງໍຍ້າຍ (ຫຼືຖືກຕໍາ) ພຽງພໍທີ່ຈະດໍາເນີນການ "ໄມໂຄສະວິດມຸມ" ກ່ອນທີ່ຈະກົດປຸ່ມ START.ຖ້າເຫດການນີ້ເກີດຂຶ້ນ, ໃຫ້ແນ່ໃຈວ່າມືຈັບຖືກຍູ້ຄືນຢ່າງເຕັມທີ່ກ່ອນ.ຖ້ານີ້ແມ່ນບັນຫາທີ່ຍັງຄົງຄ້າງ, ມັນຊີ້ໃຫ້ເຫັນວ່າຕົວກະຕຸ້ນ microswitch ຕ້ອງການການປັບຕົວ (ເບິ່ງຂ້າງລຸ່ມນີ້).
d) ຄວາມເປັນໄປໄດ້ອີກຢ່າງຫນຶ່ງແມ່ນວ່າປຸ່ມ START ອາດຈະຜິດພາດ.ຖ້າທ່ານມີ Model 1250E ຫຼືຂະຫນາດໃຫຍ່ກວ່ານັ້ນເບິ່ງວ່າເຄື່ອງສາມາດເລີ່ມຕົ້ນດ້ວຍປຸ່ມ START ທາງເລືອກຫນຶ່ງຫຼືປຸ່ມ footswitch.

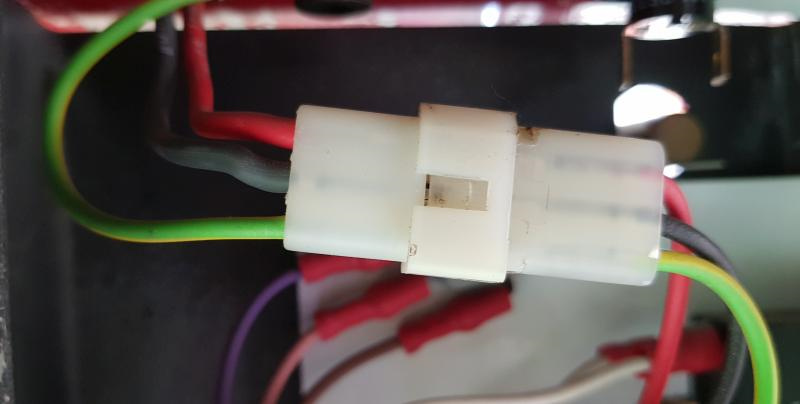
e) ນອກຈາກນີ້ຍັງກວດເບິ່ງຕົວເຊື່ອມຕໍ່ nylon ທີ່ເຊື່ອມຕໍ່ໂມດູນໄຟຟ້າກັບສາຍແມ່ເຫຼັກ.
f) ຖ້າ clamping ບໍ່ດໍາເນີນການແຕ່ແຖບ clamps ລົງໃນການປ່ອຍຂອງປຸ່ມ START, ນີ້ຊີ້ໃຫ້ເຫັນວ່າ 15 microfarad (10 µF ໃນ 650E) capacitor ມີຄວາມຜິດແລະຈະຕ້ອງໄດ້ທົດແທນ.
ຖ້າເຄື່ອງພັດຟິວພາຍນອກ ຫຼື ບິດເບືອນວົງຈອນ:
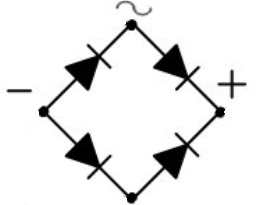
ສາເຫດທີ່ອາດຈະເຮັດໃຫ້ພຶດຕິກຳນີ້ແມ່ນການພັດຈາກເຄື່ອງປັບປ່ຽນຂົວ.ໂດຍທົ່ວໄປແລ້ວເຄື່ອງຕັດກະແສໄຟຟ້າທີ່ເປົ່າລົມຈະມີຢ່າງໜ້ອຍໜຶ່ງໃນ 4 ໄດໂອດພາຍໃນຂອງມັນສັ້ນລົງ.
ນີ້ສາມາດກວດສອບໄດ້ດ້ວຍ multimeter.ດ້ວຍເຄື່ອງວັດແທກລະດັບຄວາມຕ້ານທານຕໍ່າສຸດຂອງມັນໃຫ້ກວດເບິ່ງລະຫວ່າງແຕ່ລະຄູ່ຂອງປາຍ.ຂົ້ວໜຶ່ງຂອງຕົວນຳການທົດສອບມັລຕິມິເຕີຄວນສະແດງ ohms infinity ແລະຂົ້ວທີ່ປີ້ນກັບຄວນຈະສະແດງການອ່ານຕໍ່າ, ແຕ່ບໍ່ແມ່ນສູນ.ຖ້າການອ່ານຄວາມຕ້ານທານໃດໆແມ່ນສູນຫຼັງຈາກນັ້ນ rectifier ໄດ້ຖືກ blown ແລະຕ້ອງໄດ້ຮັບການທົດແທນ.
ໃຫ້ແນ່ໃຈວ່າເຄື່ອງໄດ້ຖືກຖອດອອກຈາກປລັກສຽບໄຟກ່ອນທີ່ຈະພະຍາຍາມສ້ອມແປງພາຍໃນ.
ເປັນ rectifier ທົດແທນທີ່ເຫມາະສົມ:
RS ຈໍານວນຊິ້ນສ່ວນ: 227-8794
ກະແສໄຟຟ້າສູງສຸດ: 35 amps ຢ່າງຕໍ່ເນື່ອງ,
ແຮງດັນໄຟຟ້າກັບຄືນສູງສຸດ: 1000 Volts,
Terminals: 1/4" ເຊື່ອມຕໍ່ໄວຫຼື 'Faston'
ລາຄາປະມານ: $12.00

ສາເຫດທີ່ເປັນໄປໄດ້ອີກອັນໜຶ່ງຂອງການເກີດຮອຍແຕກແມ່ນວ່າ ທໍ່ແມ່ເຫຼັກອາດຈະຖືກຕັດກັບຕົວແມ່ເຫຼັກ.
ເພື່ອກວດສອບການນີ້ຖອດສາຍເຊື່ອມຕໍ່ຂອງແມ່ເຫຼັກແລະວັດແທກຄວາມຕ້ານທານ, ຈາກທັງສີແດງຫຼືສີດໍາ, ກັບຮ່າງກາຍແມ່ເຫຼັກ.ຕັ້ງຄ່າ multimeter ໃນລະດັບຄວາມຕ້ານທານສູງສຸດຂອງມັນ.ນີ້ຄວນຈະສະແດງໃຫ້ເຫັນ ohms infinity.
ໂດຍວິທີທາງການ, ການວັດແທກນີ້ຄວນຈະເຮັດດ້ວຍ "Megger meter".ປະເພດຂອງເຄື່ອງວັດແທກນີ້ກວດສອບຄວາມຕ້ານທານກັບແຮງດັນສູງ (ປົກກະຕິ 1,000 volts) ນໍາໃຊ້.ນີ້ຈະພົບເຫັນບັນຫາການທໍາລາຍ insulation subtle ຫຼາຍກ່ວາສາມາດພົບເຫັນກັບ multimeter ທໍາມະດາ.
ການທໍາລາຍ insulation ລະຫວ່າງ coil ແລະຕົວແມ່ເຫຼັກແມ່ນເປັນບັນຫາຮ້າຍແຮງແລະປົກກະຕິຈະຕ້ອງໄດ້ຍ້າຍ coil ອອກຈາກຮ່າງກາຍແມ່ເຫຼັກສໍາລັບການສ້ອມແປງຫຼືປ່ຽນເປັນ coil ໃຫມ່.
ຖ້າການຍຶດໄຟເຮັດວຽກແຕ່ການຍຶດເຕັມບໍ່ເຮັດ:
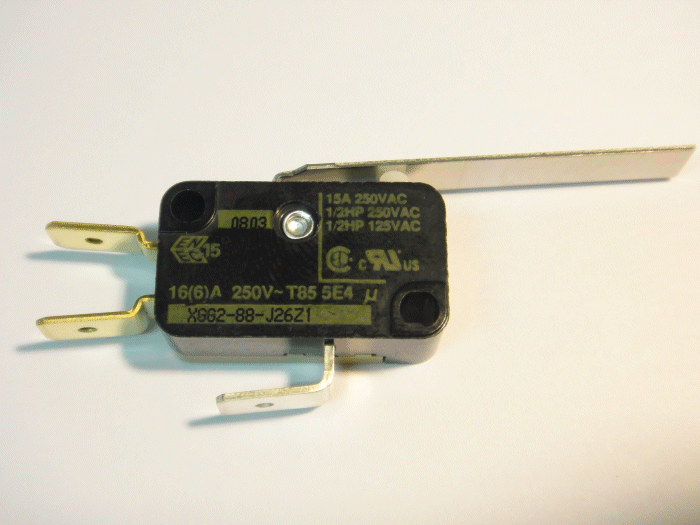
ກວດເບິ່ງວ່າ "Angle Microswitch" ກໍາລັງຖືກເປີດໃຊ້ຢ່າງຖືກຕ້ອງ.
[ສະວິດນີ້ແມ່ນດໍາເນີນການໂດຍສີ່ຫລ່ຽມ (ຫຼືມົນ) ທອງເຫລືອງທີ່ຕິດກັບກົນໄກການຊີ້ບອກມຸມ.ໃນເວລາທີ່ຈັບໄດ້ຖືກດຶງ beam ງໍ rotates ເຊິ່ງ imparts ພືດຫມູນວຽນກັບ actuator ທອງເຫຼືອງ.ຕົວກະຕຸ້ນເຮັດໜ້າທີ່ເປີດໄມໂຄຣສະວິດພາຍໃນເຄື່ອງປະກອບໄຟຟ້າ.]
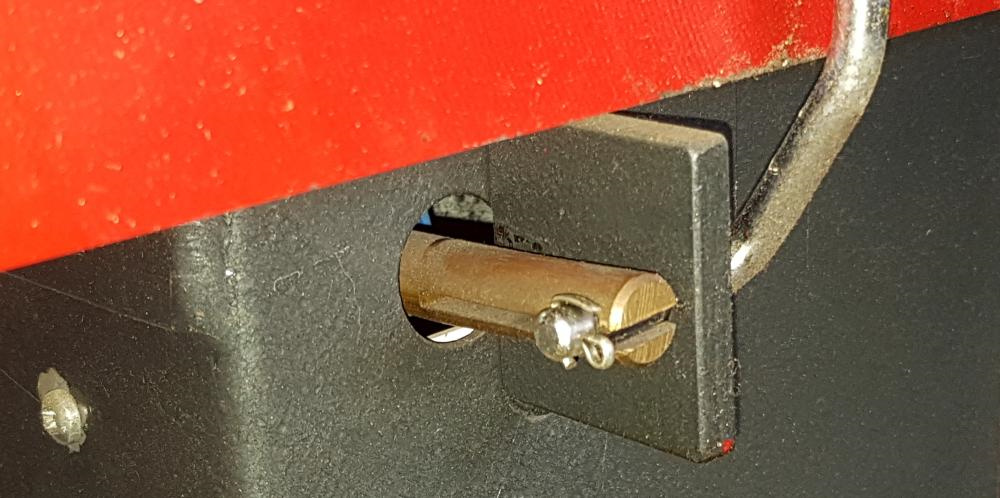
ຕົວກະຕຸ້ນໄມໂຄຣສະວິດໃນຕົວແບບ 1000E
(ແບບອື່ນໆໃຊ້ຫຼັກການດຽວກັນ)
ຕົວກະຕຸ້ນທີ່ເຫັນໄດ້ຈາກພາຍໃນໄຟຟ້າ
ການປະກອບ.
ດຶງມືຈັບອອກ ແລະ ເຂົ້າໄປ. ທ່ານຄວນໄດ້ຍິນສຽງໄມໂຄສະວິດທີ່ຄລິກເປີດ ແລະ ປິດ (ເພາະບໍ່ມີສຽງລົບກວນໃນພື້ນຫຼັງຫຼາຍ).
ຖ້າສະຫຼັບບໍ່ໄດ້ກົດປຸ່ມ ON ແລະ OFF, ໃຫ້ແກວ່ງໂຄນໂຄ້ງຂຶ້ນທັນທີເພື່ອໃຫ້ເຄື່ອງກະຕຸ້ນທອງເຫຼືອງສາມາດສັງເກດໄດ້.ໝຸນໂຄນໂຄ້ງຂຶ້ນ ແລະ ລົງ.ຕົວກະຕຸ້ນຄວນຈະຫມຸນເພື່ອຕອບສະຫນອງກັບ beam ງໍ (ຈົນກ່ວາມັນ clutches ຂອງມັນຢຸດ).ຖ້າຫາກວ່າມັນບໍ່ໄດ້, ມັນອາດຈະຕ້ອງການກໍາລັງ clutching ຫຼາຍ:
- ໃນ 650E ແລະ 1000E ແຮງ clutching ສາມາດເພີ່ມຂຶ້ນໂດຍການຖອນຕົວກະຕຸ້ນທອງເຫລືອງແລະ squeesing slit ປິດ (ເຊັ່ນ: ມີຮອງ) ກ່ອນທີ່ຈະຕິດຕັ້ງມັນໃຫມ່.
- ໃນການຂາດ 1250E ຂອງແຮງ clutching ປົກກະຕິແລ້ວກ່ຽວຂ້ອງກັບສອງຫົວ M8 screws ທັງສອງໃນຕອນທ້າຍຂອງ shaft actuator ບໍ່ແຫນ້ນ.
ຖ້າຕົວກະຕຸ້ນ rotates ແລະ clutches OK ແຕ່ຍັງບໍ່ໄດ້ຄລິກໃສ່ໄມໂຄສະວິດ, ມັນອາດຈະຈໍາເປັນຕ້ອງໄດ້ປັບ.ເພື່ອເຮັດສິ່ງນີ້, ທໍາອິດຖອດເຄື່ອງອອກຈາກປລັກສຽບໄຟແລະຈາກນັ້ນເອົາກະດານເຂົ້າເຖິງໄຟຟ້າ.
a) ໃນ Model 1250E ຈຸດເປີດສາມາດປັບໄດ້ໂດຍການຫັນສະກູທີ່ຜ່ານຕົວກະຕຸ້ນ.ສະກູຄວນຈະຖືກປັບໃຫ້ສະຫຼັບກົດໃນເວລາທີ່ຂອບລຸ່ມຂອງ beam ໂຄ້ງໄດ້ຍ້າຍປະມານ 4 ມມ.(ໃນ 650E ແລະ 1000E ການປັບຕົວດຽວກັນແມ່ນບັນລຸໄດ້ໂດຍການງໍແຂນຂອງໄມໂຄສະວິດ.)
b) ຖ້າໄມໂຄສະວິດບໍ່ກົດ ON ແລະ OFF ເຖິງແມ່ນວ່າຕົວກະຕຸ້ນເຮັດວຽກຢ່າງຖືກຕ້ອງ, ສະວິດຂອງມັນເອງອາດຈະຖືກຂົ້ວພາຍໃນແລະຈະຕ້ອງປ່ຽນແທນ.
ໃຫ້ແນ່ໃຈວ່າເຄື່ອງໄດ້ຖືກຖອດອອກຈາກປລັກສຽບໄຟກ່ອນທີ່ຈະພະຍາຍາມສ້ອມແປງພາຍໃນ.
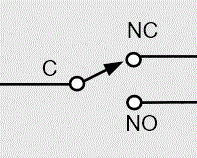
ສະວິດ V3 ການທົດແທນທີ່ເຫມາະສົມ:
ຈໍານວນສ່ວນ RS: 472-8235
ອັດຕາປະຈຸບັນ: 16 amps
V3 ວົງຈອນ
C= 'ທົ່ວໄປ'
NC = 'ປິດປົກກະຕິ'
NO= 'ເປີດປົກກະຕິ'
c) ຖ້າເຄື່ອງຂອງທ່ານຖືກຕິດຕັ້ງດ້ວຍປຸ່ມສະຫຼັບຊ່ວຍ, ໃຫ້ແນ່ໃຈວ່າມັນຖືກສະຫຼັບກັບຕໍາແຫນ່ງ "ປົກກະຕິ".(ພຽງແຕ່ການຍຶດໄຟຈະສາມາດໃຊ້ໄດ້ຖ້າສະວິດຢູ່ໃນຕໍາແຫນ່ງ "AUX CLAMP".)
ຖ້າການຍຶດແມ່ນ OK ແຕ່ Clampbars ບໍ່ປ່ອຍເມື່ອເຄື່ອງປິດ:
ນີ້ຊີ້ໃຫ້ເຫັນຄວາມລົ້ມເຫຼວຂອງວົງຈອນ demagnetising ກໍາມະຈອນກັບຄືນ.ສາເຫດທີ່ອາດຈະເປັນໄປໄດ້ຫຼາຍທີ່ສຸດແມ່ນຕົວຕ້ານທານພະລັງງານ 6.8 ohm.ນອກຈາກນັ້ນ, ກວດເບິ່ງ diodes ທັງຫມົດແລະຄວາມເປັນໄປໄດ້ຂອງການຕິດຕິດຕໍ່ພົວພັນໃນ relay ໄດ້.

ຕົວຕ້ານທານການທົດແທນທີ່ເຫມາະສົມ:
Element14 ພາກທີ 145 7941
6.8 ohm, ລະດັບພະລັງງານ 10 ວັດ.
ລາຄາປົກກະຕິ $1.00
ຖ້າເຄື່ອງຈະບໍ່ງໍແຜ່ນວັດແທກຫນັກ:
a) ກວດເບິ່ງວ່າວຽກແມ່ນຢູ່ໃນຂໍ້ກໍານົດຂອງເຄື່ອງຈັກ.ໂດຍສະເພາະສັງເກດວ່າສໍາລັບ 1.6 ມມ (16 gauge) bending bar extension ຕ້ອງໄດ້ຮັບການເຫມາະກັບ beam ງໍແລະວ່າຄວາມກວ້າງຂອງປາກຕ່ໍາສຸດແມ່ນ 30 mm.ນີ້ຫມາຍຄວາມວ່າຢ່າງຫນ້ອຍ 30 ມມຂອງວັດສະດຸຕ້ອງອອກຈາກຂອບໂຄ້ງຂອງ clampbar ໄດ້.(ນີ້ໃຊ້ກັບທັງອາລູມິນຽມແລະເຫຼັກກ້າ.)
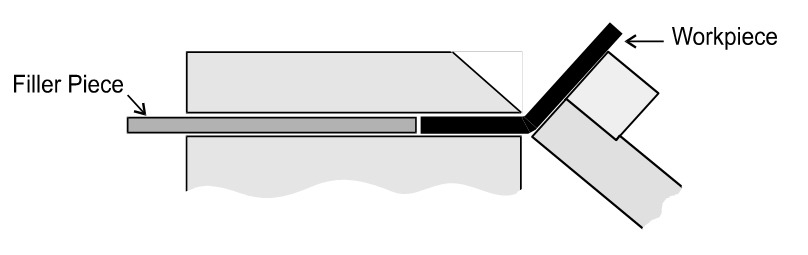
ປາກແຄບແມ່ນເປັນໄປໄດ້ຖ້າໂຄ້ງບໍ່ແມ່ນຄວາມຍາວເຕັມຂອງເຄື່ອງ.
b) ນອກຈາກນີ້ຖ້າຫາກວ່າ workpiece ບໍ່ໄດ້ຕື່ມຂໍ້ມູນໃສ່ເຖິງຊ່ອງພາຍໃຕ້ clampbar ໄດ້, ປະສິດທິພາບອາດຈະໄດ້ຮັບຜົນກະທົບ.ສໍາລັບຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດສະເຫມີຕື່ມຂໍ້ມູນໃສ່ຊ່ອງພາຍໃຕ້ clampbar ດ້ວຍເຫຼັກເສດທີ່ຫນາດຽວກັນກັບ workpiece ໄດ້.(ສໍາລັບການຍຶດແມ່ເຫຼັກທີ່ດີທີ່ສຸດ, ຊິ້ນສ່ວນ filler ຄວນເປັນເຫຼັກເຖິງແມ່ນວ່າ workpiece ບໍ່ແມ່ນເຫຼັກ.)
ນີ້ຍັງເປັນວິທີການທີ່ດີທີ່ສຸດທີ່ຈະນໍາໃຊ້ຖ້າຫາກວ່າມັນຈໍາເປັນຕ້ອງເຮັດໃຫ້ປາກແຄບຫຼາຍກ່ຽວກັບ workpiece ໄດ້.