ຄູ່ມືການແກ້ໄຂບັນຫາ JDCBEND
ຄູ່ມືການຍິງບັນຫາ
ວິທີທີ່ງ່າຍທີ່ສຸດທີ່ຈະແກ້ໄຂບັນຫາໄຟຟ້າແມ່ນການສັ່ງຊື້ໂມດູນໄຟຟ້າທົດແທນຈາກຜູ້ຜະລິດ JDC.ນີ້ແມ່ນສະຫນອງບົນພື້ນຖານການແລກປ່ຽນແລະດັ່ງນັ້ນຈຶ່ງແມ່ນຂ້ອນຂ້າງສົມເຫດສົມຜົນ.
ກ່ອນທີ່ຈະສົ່ງສໍາລັບການແລກປ່ຽນໂມດູນທີ່ທ່ານອາດຈະຕ້ອງການກວດສອບການດັ່ງຕໍ່ໄປນີ້:
ຖ້າເຄື່ອງບໍ່ເຮັດວຽກເລີຍ:
ກ) ກວດເບິ່ງວ່າມີພະລັງງານຢູ່ໃນເຄື່ອງໂດຍການສັງເກດເບິ່ງໄຟທົດລອງຢູ່ໃນສະວິດ ONOFF.
b) ຖ້າມີໄຟຟ້າໃຊ້ໄດ້ ແຕ່ເຄື່ອງຈະຕາຍແລ້ວ ແຕ່ຮູ້ສຶກຮ້ອນຫຼາຍ, ທໍ່ລະບາຍຄວາມຮ້ອນອາດຈະຖືກຕັດອອກ.ໃນກໍລະນີນີ້, ລໍຖ້າຈົນກ່ວາເຄື່ອງເຢັນລົງ (ປະມານ % ຕໍ່ຊົ່ວໂມງ) ແລ້ວລອງອີກຄັ້ງ.
c) ສອງມືເລີ່ມຕົ້ນ interlock ຮຽກຮ້ອງໃຫ້ກົດປຸ່ມ START ກ່ອນທີ່ຈະດຶງມືຈັບ.ຖ້າມືຈັບຖືກດຶງກ່ອນ, ເຄື່ອງຈະບໍ່ເຮັດວຽກ.ນອກຈາກນີ້ມັນອາດຈະເກີດຂຶ້ນວ່າ beam ໂຄ້ງຍ້າຍ (ຫຼືຖືກຕໍາ) ພຽງພໍທີ່ຈະດໍາເນີນການ "ໄມໂຄສະວິດມຸມ" ກ່ອນທີ່ຈະກົດປຸ່ມ START.ຖ້າເຫດການນີ້ເກີດຂຶ້ນ, ໃຫ້ແນ່ໃຈວ່າມືຈັບຖືກຍູ້ຄືນຢ່າງເຕັມທີ່ກ່ອນ.ຖ້ານີ້ແມ່ນບັນຫາທີ່ຍັງຄົງຄ້າງ, ມັນຊີ້ໃຫ້ເຫັນວ່າຕົວກະຕຸ້ນ microswitch ຕ້ອງການການປັບຕົວ (ເບິ່ງຂ້າງລຸ່ມນີ້).
d) ຄວາມເປັນໄປໄດ້ອີກຢ່າງຫນຶ່ງແມ່ນວ່າປຸ່ມ START ອາດຈະຜິດພາດ.ຖ້າເຈົ້າມີ Model 1250E ຫຼືໃຫຍ່ກວ່ານັ້ນ sce ຖ້າເຄື່ອງສາມາດເລີ່ມຕົ້ນດ້ວຍປຸ່ມ START ທາງເລືອກໃດໜຶ່ງ ຫຼື footswitch.
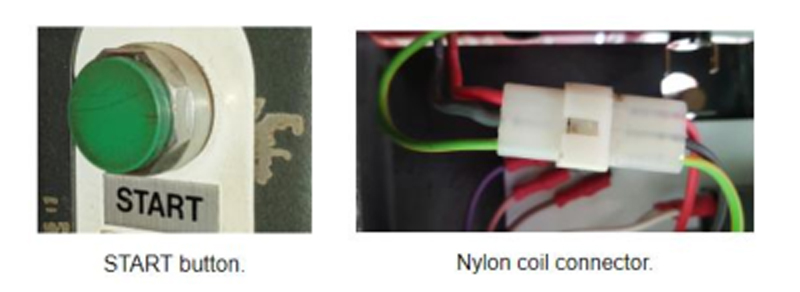
e) ນອກຈາກນີ້ຍັງກວດເບິ່ງຕົວເຊື່ອມຕໍ່ nylon ທີ່ເຊື່ອມຕໍ່ໂມດູນໄຟຟ້າກັບສາຍແມ່ເຫຼັກ.
f) ຖ້າ clamping ບໍ່ດໍາເນີນການແຕ່ clampbar snaps ລົງໃນການປ່ອຍຂອງປຸ່ມ START, ນີ້ຊີ້ໃຫ້ເຫັນວ່າ 15 microfarad (10 μuFຢູ່ໃນ 650E) capacitor ມີຄວາມຜິດແລະຈະຕ້ອງໄດ້ທົດແທນ.
g) ຖ້າເຄື່ອງເປົ່າ fuses ພາຍນອກຫຼືເດີນທາງ cireuit breakers ເມື່ອດໍາເນີນການແລ້ວ euse ທີ່ເປັນໄປໄດ້ທີ່ສຸດແມ່ນຂົວ blown- retifier.ໃຫ້ແນ່ໃຈວ່າເຄື່ອງໄດ້ຖືກຖອດອອກຈາກປລັກສຽບໄຟກ່ອນທີ່ຈະພະຍາຍາມສ້ອມແປງພາຍໃນ.
ເປັນ rectifier ທົດແທນທີ່ເຫມາະສົມ;
RS ຈໍານວນຊິ້ນສ່ວນ: 227-8794
ກະແສໄຟຟ້າສູງສຸດ: 35 amps ຢ່າງຕໍ່ເນື່ອງ,
ແຮງດັນໄຟຟ້າກັບຄືນສູງສຸດ: 1000 Volts,
Terminals: 14" conncct ໄວ ຫຼື "Faston"
ລາຄາປະມານ: $12.00 Bridge rectifier ຮູບ

ຖ້າການຍຶດໄຟເຮັດວຽກແຕ່ການຍຶດເຕັມບໍ່ເຮັດ:
ກວດເບິ່ງວ່າ "Angle Microswitch" ກໍາລັງຖືກເປີດໃຊ້ຢ່າງຖືກຕ້ອງ.
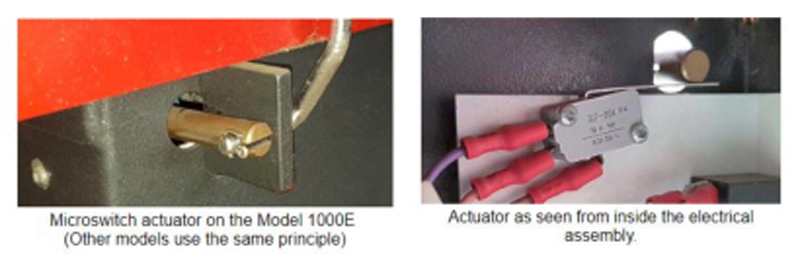
ສະວິດນີ້ແມ່ນດໍາເນີນການໂດຍສີ່ຫຼ່ຽມມົນ (ຫຼືມົນ) ທອງເຫລືອງທີ່ຕິດກັບມຸມຊີ້ບອກກົນໄກ. ເມື່ອຈັບໄດ້ຖືກດຶງ beam ງໍ rotates ເຊິ່ງ imparts ພືດຫມູນວຽນກັບຕົວກະຕຸ້ນທອງເຫຼືອງ.ໃນທາງກັບກັນ, ຕົວກະຕຸ້ນປະຕິບັດການ microswitch ພາຍໃນອຸປະກອນໄຟຟ້າ.
ສະຫຼັບຕົວກະຕຸ້ນ
ຕົວກະຕຸ້ນໄມໂຄຣສະວິດໃນຕົວແບບ 1000E
(ແບບອື່ນໆໃຊ້ຫຼັກການດຽວກັນ)
ຕົວກະຕຸ້ນຈາກພາຍໃນ
ຕົວກະຕຸ້ນທີ່ເຫັນໄດ້ຈາກພາຍໃນໄຟຟ້າ
ການຊຸມນຸມ.
ດຶງມືຈັບອອກແລະເຂົ້າ, ທ່ານຄວນຈະສາມາດໄດ້ຍິນ microswich ຄລິກ ON ແລະ OFF (ສະຫນອງໃຫ້ບໍ່ມີສິ່ງລົບກວນໃນພື້ນຫລັງຫຼາຍເກີນໄປ).
ຖ້າສະຫຼັບບໍ່ໄດ້ກົດປຸ່ມ ON ແລະ OFF, ໃຫ້ແກວ່ງໂຄ້ງໂຄ້ງຂຶ້ນທັນທີເພື່ອໃຫ້ເຄື່ອງກະຕຸ້ນທອງເຫຼືອງສາມາດສັງເກດໄດ້.ໝຸນໂຄນໂຄ້ງຂຶ້ນ ແລະ ລົງ.ຕົວກະຕຸ້ນຄວນຈະຫມຸນເພື່ອຕອບສະຫນອງກັບ beam ງໍ (ຈົນກ່ວາມັນ clutches ຂອງຕົນຢຸດ)- ຖ້າຫາກວ່າມັນບໍ່ໄດ້ຫຼັງຈາກນັ້ນມັນອາດຈະຕ້ອງການແຮງ clutching ຫຼາຍ.ກ່ຽວກັບການຂາດ 1250E ຂອງແຮງ clutching ປົກກະຕິແລ້ວກ່ຽວຂ້ອງກັບສອງ screws ຫົວ M8 ຢູ່ໃນທ້າຍ cither ຂອງ shaft ຕົວກະຕຸ້ນບໍ່ແຫນ້ນ.ຖ້າຕົວກະຕຸ້ນ rotates ແລະ clutches OK ແຕ່ຍັງບໍ່ໄດ້ຄລິກໃສ່ microswitch, ມັນອາດຈໍາເປັນຕ້ອງປັບ.ເພື່ອເຮັດສິ່ງນີ້, ທໍາອິດຖອດເຄື່ອງອອກຈາກປລັກສຽບໄຟແລະຈາກນັ້ນເອົາກະດານເຂົ້າເຖິງໄຟຟ້າ.
a) ໃນ Model 1250E ຈຸດເປີດສາມາດປັບໄດ້ໂດຍ tuming screw ທີ່ຜ່ານ actuator ໄດ້.ສະກູຄວນຈະຖືກປັບໃຫ້ສະຫຼັບກົດເມື່ອຂອບລຸ່ມຂອງ beam ໂຄ້ງໄດ້ຍ້າຍປະມານ 4 ມມ.(ໃນ 650E ແລະ 1000E ການປັບຕົວທີ່ສະຫລາດແມ່ນບັນລຸໄດ້ໂດຍການງໍແຂນຂອງໄມໂຄສະວິດ.)
b) ຖ້າໄມໂຄສະວິດບໍ່ກົດ ON ແລະ OFF ເຖິງແມ່ນວ່າຕົວກະຕຸ້ນເຮັດວຽກຢ່າງຖືກຕ້ອງ, ສະວິດຂອງມັນເອງອາດຈະຖືກຂົ້ວພາຍໃນແລະຈະຕ້ອງປ່ຽນແທນ.
ໃຫ້ແນ່ໃຈວ່າເຄື່ອງໄດ້ຖືກຖອດອອກຈາກປລັກສຽບໄຟກ່ອນທີ່ຈະພະຍາຍາມສ້ອມແປງພາຍໃນ.
V3 microswitchA ການທົດແທນທີ່ເຫມາະສົມສໍາລັບສະຫຼັບ V3:
ຈໍານວນສ່ວນ RS: 472-8235
ອັດຕາປະຈຸບັນ: 16 amps
ລະດັບແຮງດັນ: 250 Volts AC
ປະເພດ Lever: ຍາວ

c) ຖ້າຫາກວ່າເຄື່ອງຂອງທ່ານຖືກ ftted ກັບສະຫຼັບຊ່ວຍ, ໃຫ້ແນ່ໃຈວ່າມັນໄດ້ຖືກ switched ກັບຕໍາແຫນ່ງ "ປົກກະຕິ".(ການຍຶດໄຟ Oaly ຈະມີໃຫ້ຖ້າສະວິດຢູ່ໃນຕໍາແຫນ່ງ "AUX CLAMP")
ຖ້າການຍຶດແມ່ນ OK ແຕ່ Clampbars ບໍ່ປ່ອຍເມື່ອເຄື່ອງປິດ:
ນີ້ຊີ້ໃຫ້ເຫັນຄວາມລົ້ມເຫຼວຂອງວົງຈອນ demagnetising ກໍາມະຈອນກັບຄືນ.ສາເຫດທີ່ອາດຈະເປັນໄປໄດ້ຫຼາຍທີ່ສຸດແມ່ນຕົວຕ້ານທານພະລັງງານ 6.8 ohm.ນອກຈາກນັ້ນ, ກວດເບິ່ງ diodes ທັງຫມົດແລະຄວາມເປັນໄປໄດ້ຂອງການຕິດຕໍ່ຕິດຢູ່ໃນ relay ໄດ້.
ໃຫ້ແນ່ໃຈວ່າເຄື່ອງໄດ້ຖືກຖອດອອກຈາກປລັກສຽບໄຟກ່ອນທີ່ຈະພະຍາຍາມສ້ອມແປງຊົ່ວຄາວ.
Wirewound resistorA ຕົວຕ້ານທານການທົດແທນທີ່ເຫມາະສົມ:
Element14 part No.145 7941
6.8 ohm, ລະດັບພະລັງງານ 10 ວັດ,
ລາຄາປົກກະຕິ S1.00

ຖ້າເຄື່ອງຈະບໍ່ງໍແຜ່ນວັດແທກຫນັກ:
a) ກວດເບິ່ງວ່າວຽກແມ່ນຢູ່ພາຍໃນ speefeations ຂອງເຄື່ອງ.ໂດຍສະເພາະສັງເກດວ່າສໍາລັບ 1.6 ມມ (16 gauge) ງໍແຖບຂະຫຍາຍຕ້ອງໄດ້ຮັບການ ftted ກັບ beam ງໍແລະວ່າຄວາມກວ້າງຂອງປາກຕໍາ່ສຸດທີ່ແມ່ນ 30 ມມ.ນີ້ຫມາຍຄວາມວ່າຢ່າງຫນ້ອຍ 30 ມມຂອງວັດສະດຸຕ້ອງອອກຈາກຂອບໂຄ້ງຂອງ clampbar ໄດ້.(ນີ້ໃຊ້ກັບທັງອາລູມິນຽມແລະເບິ່ງ.)
ຮິມຝີປາກແຄບເປັນໄປໄດ້ຖ້າງໍບໍ່ແມ່ນຄວາມຍາວເຕັມຂອງເຄື່ອງ.
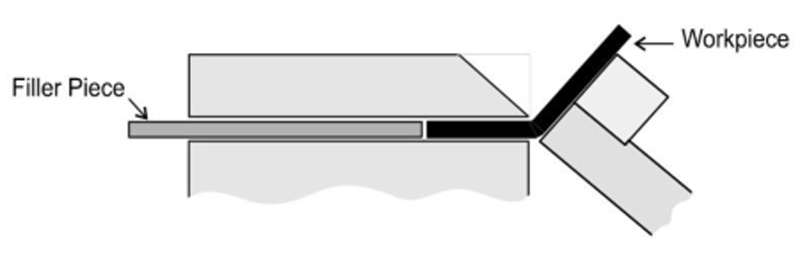
b) ນອກຈາກນີ້ຖ້າຫາກວ່າ workpiece ບໍ່ໄດ້ຕື່ມຂໍ້ມູນໃສ່ເຖິງຊ່ອງພາຍໃຕ້ clampbar ໄດ້, ປະສິດທິພາບອາດຈະໄດ້ຮັບຜົນກະທົບ.ສໍາລັບຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດສະເຫມີຕື່ມຂໍ້ມູນໃສ່ຊ່ອງພາຍໃຕ້ clampbar ດ້ວຍເຫຼັກເສດເຫຼືອທີ່ມີຄວາມຫນາດຽວກັນກັບ workpiece ໄດ້.(ສໍາລັບການຍຶດແມ່ເຫຼັກທີ່ດີທີ່ສຸດ, ສິ້ນ fller ຄວນເປັນເຫຼັກເຖິງແມ່ນວ່າ workpiece ບໍ່ແມ່ນເຫຼັກ).
ນີ້ຍັງເປັນວິທີການທີ່ດີທີ່ສຸດທີ່ຈະນໍາໃຊ້ຖ້າຫາກວ່າມັນຈໍາເປັນຕ້ອງເຮັດໃຫ້ປາກແຄບຫຼາຍກ່ຽວກັບ workpiece ໄດ້.